Background
Different ideas and technologies have been applied by previous explorers to explore the recognised copper/nickel occurrences at Byro. Historical near surface geochemistry from surface sampling and shallow drilling failed to locate and identify fertile source rock within the Byro layered intrusions. Athena has confirmed that the regional setting hosts two layered intrusive occurrences, the Milly Milly intrusion and the Moonborough intrusion, containing elevated copper nickel and PGE mineralisation in source rock while reducing the search ellipse.
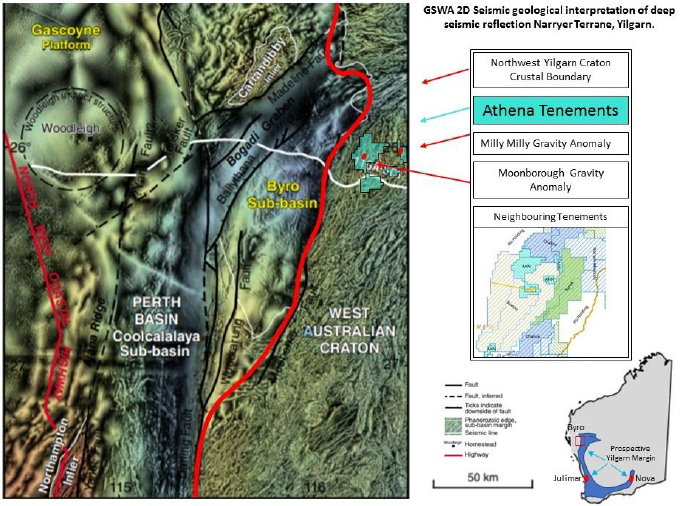
Figure 1. Project location and major terrane boundaries
Athena has attributed the four key elements that qualify a potential discovery at the Byro Base Metal Project.
- Tectonic Setting
- Composition and fertility of source rock
- Availability of Ni-Cu-PGE in sulphide
- Quantity and concentration of sulphides
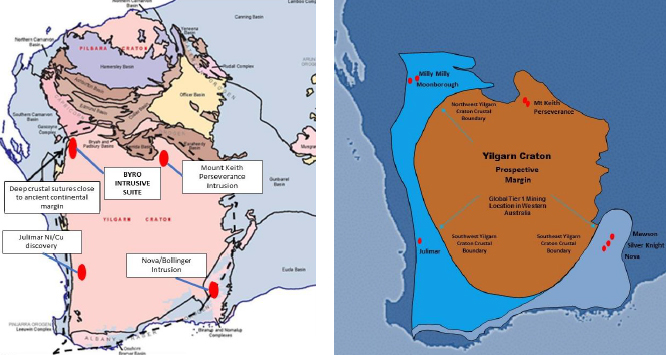
1. Tectonic Setting: The intrusions are coincident with edge of the granitic Yilgarn Craton, intruding through the felsic Narryer Gneiss and pelitic sediments in an ancient spreading margin of Archean – Early Proterozoic tectonic setting. This setting is directly comparable to Norilsk, Kabanga, Jinchuan, Voisey’s Bay, Raglan, Savannah, and Nebo-Babel, Mt Keith. Nova-Bollinger and most recently Julimar. These are all intrusive variants of orthomagmatic chonoliths.
2. Composition and fertility of source rock: Athena has discovered high magnesium Ni-Cu-Co-PGE bearing dunite/peridotite source rock occupying the central lobe. Fertility has been confirmed from Athena deep drilling, assay, thin section and scanning electron microscopy, (SEM).
3. Availability of Ni-Cu-PGE in sulphide: Athena has discovered excess nickel contained in sulphides not locked in silicate identified from drill core, assay, scanning electron microscopy and thin section petrology all showing nickel sulphide development.
Plate 1 & Plate 2
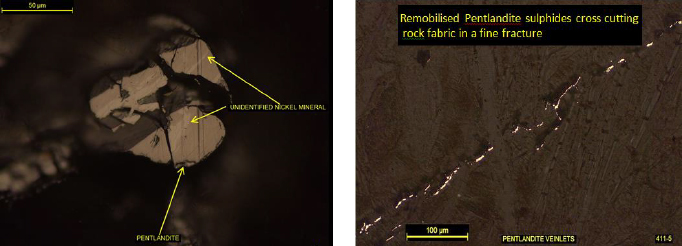
Plate 1. Thin section Petrology from AHDH0001 at 411 meters down hole, shows pentlandite nickel sulphide and high tenor millerite 76% Ni from SEM analyses.
Plate 2. from 411.5m displays fine pentlandite from liquid sulphide in a vein. Nickel has remobilized as liquid sulphide and concentrated in the vein. The importance of this cannot be overstated as this is clear evidence of excess nickel in sulphide as opposed to nickel in silicate. The potential for large accumulations of nickel sulphide within a large fertile system which displays signs of sulphide remobilization cannot be ignored.
4. Quantity and concentration of sulphides: Athena has discovered distribution of sulphides as disseminated throughout the fertile central lobe; c/w remobilised nickel sulphide liquid observed in small veins in drill core and thin section.
Assay returns from drilling at Milly Milly are significantly elevated and range from 0.35%Ni to 0.64%Ni above the trace/background levels of 0.27%Ni at the periphery of the intrusion and require further investigation. It should be noted the orthomagmatic chonolith discoveries, in this setting, all demonstrate elevated mineralisation of 0.29-0.30%Ni during early exploration.
| Best results from soil samples (Saprolite) | Best results from shallow drilling |
|---|---|
| Rock/laterite samples up to: 2.5% Ni | Best nickel: 13.7 m @ 1.2% Ni |
| Gossan samples up to: 9.0% Cu | Best copper: 67 m @ 0.7% Cu including: 18.3 m @ 1.14% Cu |
| Best results from deep drilling (Athena) | ||||||
|---|---|---|---|---|---|---|
| 1.73m@ | 0.31%Ni | From 157.4m | Including | 0.06m @ | 0.57%Ni | from 159.07m |
| 22.7m @ | 0.30%Ni | from 232.3m | Including | 0.5m @ | 0.64%Ni | from 254.5m |
| 6m @ | 0.30%Ni | from 271m | Including | 0.2m @ | 0.46%Ni | from 276.5m |
| 1.5m @ | 0.31%Ni | from 320m | Including | 0.5m @ | 0.35%Ni | from 321.5m |
| 2.5m @ | 0.31%Ni | from 328.5m | Including | 0.5m @ | 0.38%Ni | from 328.5m |
Milly Milly Cu / Ni / PGE Intrusion
The company undertook high-resolution gravity data acquisition in 2014-15. This included a drilling campaign based on the early interpretation of gravity data. The methodology at that time was to target significant gravity highs but yielded disappointing results within the main intrusion. It was clear after drilling that a review of the exploration methodology was required to develop a better understanding before further deep drilling took place.
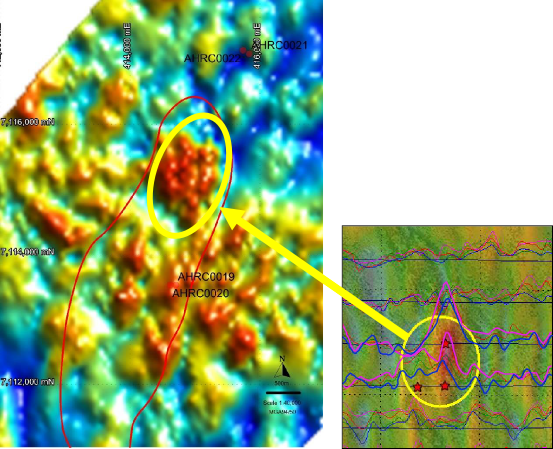
The review also considered a connection with the main body and a long-standing area of interest at the northern tip of the intrusion, (Figure 2. Right insert circled in red).
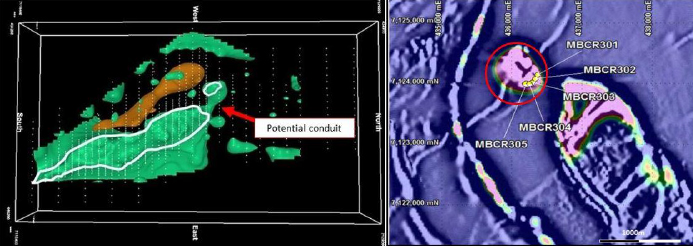
Figure 2. Milly Milly Intrusion potential conduit and northern magnetic anomaly.
(Left – a gravity inversion indicating potential link to the northern tip of the intrusion, green. Right – Magnetic anomaly and surface sample locations at the northern tip of the intrusion).
Table1. Surface rock chip assay results from Milly Milly Intrusion northern magnetic anomaly
| Sample ID | East | North | Fe | SiO2 | Al2O3 | P XRF | MgO | Ni | LOI |
|---|---|---|---|---|---|---|---|---|---|
| MGA94/50 | MGA94/50 | % | % | % | % | % | % | % | |
| MBCR301 | 436370.64 | 7124138 | 47.34 | 13.32 | 5.14 | 0.024 | 0.49 | 0.228 | 11.53 |
| MBCR302 | 436336.95 | 7124076.49 | 58.57 | 3.58 | 1.71 | 0.058 | 0.24 | 0.451 | 8.11 |
| MBCR303 | 436291.54 | 7124022.29 | 53.83 | 7.61 | 4.13 | 0.045 | 0.19 | 0.149 | 8.45 |
| MBCR304 | 436250.54 | 7123990.06 | 68.28 | 0.63 | 0.24 | 0.017 | 0.24 | 0.359 | 0.7 |
| MBCR305 | 436200 | 7123990.24 | 63.06 | 4.62 | 2.12 | 0.02 | 0.29 | 0.122 | 1.04 |
Preliminary modelling of the gravity data revealed potential structural flow dynamics within the intrusion, Figure 2 (left insert). Review focused on the intrusive architecture, and potential locations for formation of nickel sulphide accumulations such as changing dynamic flow zones or gravity traps. Southern Geoscience Consultants have evaluated the data set. It was determined infill and extension of the gravity survey is warranted to gain better constraint on the anomalies and reasonable interpretation of the conduit.
Drill hole AHDH0007 was drilled in September 2014 outside the interpreted Milly Milly intrusion west boundary, central within Figures 3 and 9, targeting a gravity anomaly. The hole was expected to encounter a metapelite but remained in ultramafic to end of hole and showed variable high MgO geochemistry including sections of primitive ultramafic with signs of metal depletion towards the end of hole. Cloudy nickel sulphides and secondary iron sulphides were reported in 2014 but no significant nickel mineralisation was recorded.

Figure 3. AHDH0007 Location (centre) outside the main intrusion on a gravity high.
On assessing AHDH0001 geochemistry, magnetic and gravity data from within the central intrusion and drill hole AHDH0007 there are exciting observations. Figure 4 below shows AHDH0007 drill core from 478m to 499m. The darker ultramafic appears structurally bounded.
Assays and spectral logging of AHDH0007 (Figure 5), indicate the section is a more primitive ultramafic rock with chaotic geochemistry compared to AHDH0001 within the central intrusion, (Figure 6). The central intrusion is a relatively large sequence of homogenous serpentinised high MgO olivine dunnite.

Figure 4. Drill core from 478m-499m
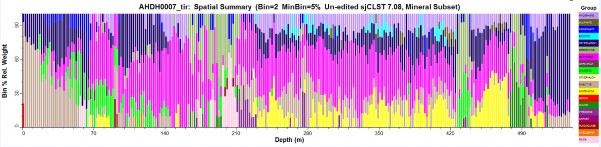
Figure 5. – AHDH0007 Spectral Log- west of the Milly Milly western contact.
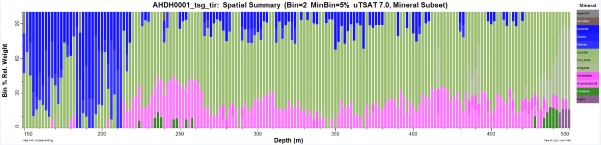
Figure 6. AHDH0001 Spectral Log – Central Milly Milly Intrusion.
The variable geochemistry up to 478m could be explained by magma mixing from the central intrusion with an intrusive pulse or by assimilation of country rock. The downhole geochemistry from 478m to 531m-EoH, suggests a separate assemblage of less evolved magma. It is to be explored if this flow could be a new discovery and a separate intrusion to the Milly Milly Intrusion and origin of the recently discovered gravity anomaly, (Figure 3).
It was also noted in the assessment that holes AHRC0023 and AHRC0024, drilled in 2010 through the sedimentary metapelite west of the Milly Milly intrusion, targeting the central gravity anomaly, intersected elevated sulphur from 88m and 92m respectively, Figures 7 and 8. Hole AHRC0024 also returned assays showing elevated Cu/Ni/Cr/MgO from 116m to 128m.
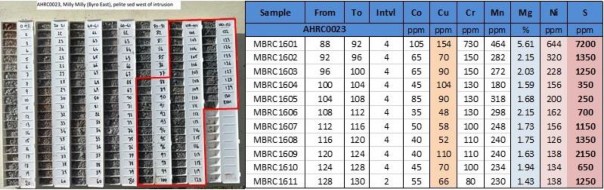
Figure 7. AHRC0023 Chip Trays and Assay.
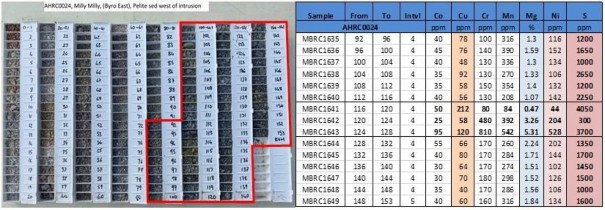
Figure 8. AHRC0024 Chip Trays and Assay.
In the regional context this is a good indication of sulphur availability close to an intrusive system at the Yilgarn margin. In terms of local geochemistry, the Cu/Ni/Cr/MgO signatures are a whiff of the right type of smoke. It is interpreted the sulphur is secondary to the metapelite. The coincidence of sulphur with elevated Cu/Ni/Cr/MgO signatures is intriguing given the gravity anomaly below. There is no chronology on the relationship between the metapelite and the intrusive.
Review Outcomes – Milly Milly Intrusion (CU/NI/PGE)
- Potential structural flow dynamics within the Milly Milly intrusion warrant an infill gravity survey planned to further define the potential conduit occurrence. Gaps in ground EM data have also been highlighted warranting further moving loop EM data acquisition using modern SQUID technology over the northern Milly Milly magnetic anomaly and in the area of drill holes AHRC0023-24. Figure 9 – Area A, shows the area recommended for infill gravity and moving loop EM.
This is referred to as Target 1. - Review of diamond drill hole AHDH0007, targeting the gravity anomaly at Milly Milly discovered by Athena in 2014-15, has highlighted AHDH0007, which was drilled outside the interpreted intrusion boundary, remained in ultramafic to end of hole. Review also showed the hole contained variable geochemistry including sections of primitive ultramafic with signs of metal depletion towards the end of hole. Figure 9 (Area B), below shows the area to be covered by infill gravity and moving loop EM to further constrain the gravity and EM for target generation.
This is referred to as Target 2.
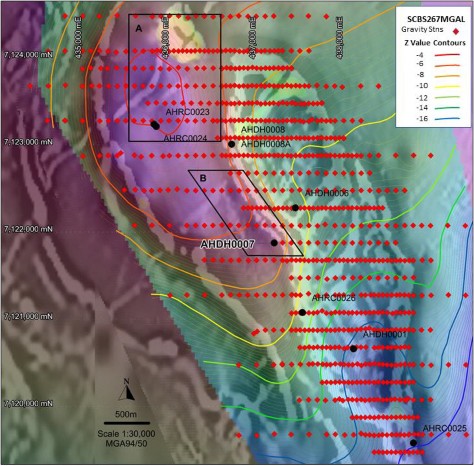
Figure 9. Existing Gravity stations to be infilled within areas A and B in consultation with Southern Geosciences.
Moonborough Cu/Ni/PGE Intrusion
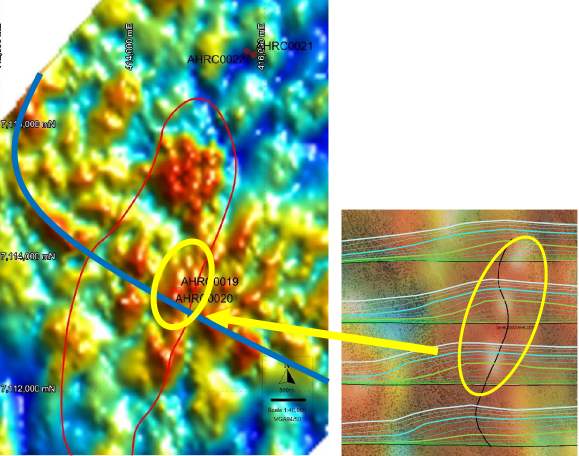
The Moonborough project is a greenfield project and contains Cu/PGE occurrences coincident with a regional scale gravity anomaly and several electromagnetic anomalies, (Figure 10). Athena Resources have partly constrained the gravity anomaly and drilled four holes in the area, VTEM and gravity survey results along with assays were reported to the ASX in 2010 and all data passed to the DIOR. This appraisal of the Central Byro area demonstrates compelling exploration potential.
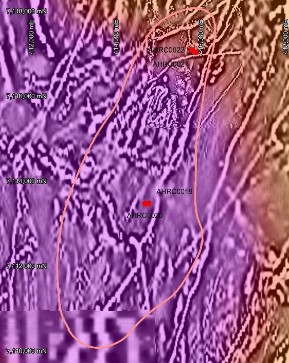
Figure 10. Moonborough Low Resolution Gravity Anomaly. (Pink line defines the interpreted domain of the layered intrusive complex.
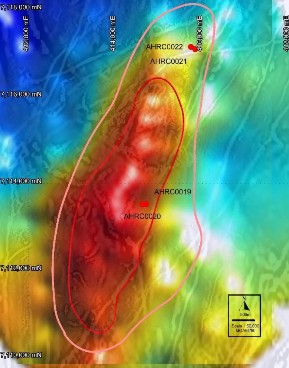
Figure 11. 2010 Gravity Anomaly at Moonborough. (Red line highlights constrained BG anomaly).
Drilling Review
At the northern extent of the Moonborough gravity anomaly, Figure 11, coincident with a known copper carbonate occurrence, Athena drilled two holes – AHRC0021 and AHRC0022, (reported to the ASX at that time). The holes intersected a layered mafic dolerite-gabbro sequence. The parent rock hosted only trace copper in fresh rock and elevated copper within the weathered zone. The holes also intersected a series of vein sets hosting anomalous gold, platinum, palladium and moderate sulphur, Table 2.
Table 2. Notable assays from AHRC0021, (reported on ASX platform 2010)
| AHRC0022 Notable Assays – EoH 92m | ||||||||
|---|---|---|---|---|---|---|---|---|
| Elements | Au | Pt | Pd | Co | Cu | S | ||
| From | To | Interval | ppb | ppb | ppb | ppm | ppm | ppm |
| 8 | 12 | 4 | 6 | 10 | 145 | 10 | 1240 | 200 |
| 20 | 24 | 4 | 14 | 20 | 45 | 30 | 2640 | 150 |
| 24 | 28 | 4 | 199 | 30 | 60 | 240 | 2700 | 100 |
| 28 | 32 | 4 | 31 | 10 | 40 | 65 | 674 | <50 |
| 32 | 36 | 4 | 16 | 5 | 35 | 55 | 484 | 150 |
Table 3. Notable assays from AHRC0022, (reported on ASX platform 2010)
| AHRC0022 Notable Assays – EoH 92m | ||||||||
|---|---|---|---|---|---|---|---|---|
| Elements | Au | Pt | Pd | Co | Cu | S | ||
| From | To | Interval | ppb | ppb | ppb | ppm | ppm | ppm |
| 8 | 12 | 4 | 6 | 10 | 145 | 10 | 1240 | 200 |
| 20 | 24 | 4 | 14 | 20 | 45 | 30 | 2640 | 150 |
| 24 | 28 | 4 | 199 | 30 | 60 | 240 | 2700 | 100 |
| 28 | 32 | 4 | 31 | 10 | 40 | 65 | 674 | <50 |
| 32 | 36 | 4 | 16 | 5 | 35 | 55 | 484 | 150 |
At the mid-section of the gravity anomaly, Figure 11, Athena drilled two holes, AHRC0019 and AHRC0020. Both holes intersected an amphibole/chlorite ultramafic of moderate MgO and high sulphur with trace sulphide.
Table 4. Notable assays from AHRC0019 (reported on ASX platform 2010)
| AHRC0019 Notable Assays – EoH 197m | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Element | Au | Pt | Pd | Co | Cr | Cu | MgO | Ni | S | Ti | ||
| From | To | Intvl | ppb | ppb | ppb | ppm | ppm | ppm | Calc | ppm | ppm | ppm |
| 175 | 176 | 1 | 8 | 10 | 5 | 80 | 1450 | 62 | 23.265 | 924 | 700 | 2050 |
| 176 | 177 | 1 | 10 | 10 | 5 | 75 | 1430 | 48 | 22.275 | 878 | 800 | 1800 |
| 177 | 178 | 1 | 4 | 10 | 5 | 75 | 1250 | 28 | 21.285 | 834 | 450 | 1750 |
| 179 | 180 | 1 | 3 | 10 | 5 | 70 | 1610 | 56 | 21.12 | 814 | 650 | 1550 |
| 180 | 181 | 1 | 1 | 10 | 5 | 80 | 1630 | 50 | 23.76 | 964 | 850 | 2450 |
| 181 | 182 | 1 | 3 | 10 | 10 | 80 | 1600 | 56 | 23.43 | 976 | 700 | 2350 |
| 182 | 183 | 1 | 5 | 15 | 10 | 80 | 1520 | 56 | 22.935 | 906 | 950 | 2750 |
| 183 | 184 | 1 | 1 | 15 | 10 | 80 | 1430 | 80 | 23.925 | 968 | 1500 | 2350 |
| 184 | 185 | 1 | 3 | 10 | 10 | 80 | 1420 | 96 | 24.09 | 970 | 2050 | 2300 |
| 185 | 186 | 1 | 2 | 5 | 10 | 75 | 1280 | 48 | 22.77 | 910 | 700 | 2150 |
Table 5. Notable assays from AHRC0020 (reported on ASX platform 2010)
| AHRC0020 Notable Assays – EoH 141m | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Au | Pt | Pd | Co | Cr | Cu | MgO | Ni | S | Ti | |||
| From | To | Interval | ppb | ppb | ppb | ppm | ppm | ppm | Calc | ppm | ppm | ppm |
| 128 | 132 | 4 | 4 | 5 | 5 | 65 | 700 | 96 | 15.279 | 526 | 1300 | 6350 |
| 132 | 136 | 4 | 1 | 5 | 5 | 65 | 710 | 108 | 13.6125 | 406 | 1400 | 7150 |
| 136 | 141 | 5 | 2 | 10 | 10 | 70 | 950 | 98 | 18.645 | 712 | 1150 | 3900 |
Drilling results showed the interpreted domain of the intrusion and gravity anomaly (Figure 11), hosts a sequence of mafic to ultramafic intrusive rocks interpreted to be a layered sequence, carrying anomalous Au/Pt/Pd/Cu/Ni/S. The geochemical signature and mineral assemblage within the Moonborough system shows a potential to host mineralisation.
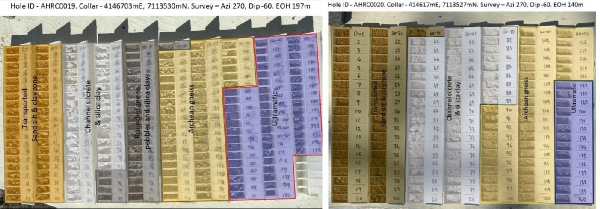
Figure 12. RC chip trays and summary log of holes AHRC0019 and AHRC0020
Holes AHRC0019 and AHRC0020 drilled in 2010 and reported to the ASX at that time, passed through a section of paleo channel encountering significant water volumes. It was decided to determine the extent of the paleo channel and complete further gravity and EM before further drilling was completed. The paleo channel has since been further constrained and identified as a potential water supply for processing at the Byro Industrial Minerals Project at the FE1 resource and mining lease M09/166.
Target Development
Assessment of the 10-year-old VTEM survey completed over the Moonborough Intrusive has highlighted the need for application of technology available now to better constrain multiple electromagnetic anomalies generating high quality drill targets within the intrusion.
The Moonborough targets are a very exciting coincidence of gravity, EM, archetypal rock units and favourable pathfinder elements.
Mid and late time VTEM reflectors have identified two strong discrete targets (3-4) at the Yarra Yarra area and a target of lower amplitude to the west of Target 4
Target 3 (left). Yarra Yarra North EM Target
Target 4 (right). Yarra Yarra (EM Target)
VTEM channel (left) Tau 25 B Field Mid Time
VTEM channel (right) Tau 37 B Field Late Time
The Fifth Moonborough target is also a very exciting coincidence of gravity, EM, archetypal rock units and favourable pathfinder elements.
Mid and late time VTEM reflectors have identified Target 5 at the Byro Station area inclusive of Near surface conductance which will be resolved with ground FLEM to define discrete reflectors and better targeting.
TARGET 5. BYRO STATION EM TARGET
VTEM Channel Tau 25 B Field Mid Time Response (left) VTEM channel Tau 37 B Field Late Time over gravity (right)
REVIEW OUTCOMES – MOONBOROUGH INTRUSION (Cu/Ni/PGE)
This appraisal of the central Byro, Moonborough Intrusion and Milly Milly Intrusion have demonstrated compelling exploration potential. VTEM channels, Tau 25 and Tau 37 show mid time responses that partially hold up through dBdt and B Fields. The paleochannel crosscutting through the Moonborough gravity anomaly is represented by a blue line within the conductive zone highlighted in the Tau 37 dBdt (lower right inset), and creates an interference requiring further resolution.
In Summary
The Moonborough project is at a greenfield stage hosting a significant gravity anomaly coincident with 10-year-old VTEM anomalies with two drill holes intersecting ultramafic in the central gravity anomaly and two holes at the northern extent of the anomaly which intersected a layered sequence of gabbro and dolerite with elevated Au/cu/S/Pt and Pd PGE’s.
The Milly Milly Intrusion has been tested and demonstrates a geochemistry of high MgO olivine dunnite undersaturated in sulphur with nickel not in silicate holding the capacity to generate nickel sulphide given high volume flow through in a conduit setting with the addition of sulphur.
The review of holes AHDH0007 and AHRC0023 AHRC0024 demonstrate the possibility of a second intrusion, adjacent to Milly Milly, of primitive olivine dunnite with high MgO intruding into a metapelite with sulphur content. The origin of the sulphur appears secondary to the metapelite and it is yet to be determined if the sulphur is related to the potential second intrusion.
Target Generation
The strategy for the next steps in exploration is simple. High powered modern technology to achieve better geophysical resolution of the various anomalies and will include,
- Airborne VTEM, Ground TDEM and moving loop using modern SQUID technology
- High definition infill gravity
- Assessment of targets
Drilling
PoWs have been granted, drilling will commence on target completion of refining existing targets and funding.
Interests In Mining Tenements
| Athena Resources Limited 100% | Tenement Type |
|---|---|
| Byro Exploration | E – Exploration License |
| E09/1507 | |
| E09/1552 | |
| E09/1637 | |
| E09/1781 | |
| E09/1938 | |
| Byro Project Mining | M – Mining Lease |
| M09/166 | |
| M09/168 |
Cautionary Notes and Disclosures
Disclosures
All data and Information of material nature referred to within this Quarterly Report with reference to the Byro South Mineralisation Report and the Milly Milly intrusion have previously been reported on the ASX platform in compliance with the relevant JORC compliance reporting format at the time of data acquisition.
Cautionary Notes and Forward Looking Statements
This document contains certain statements that may constitute “forward looking statements”. Such statements are only predictions and are subject to inherent risks and uncertainties, which could cause actual values, results, performance achievements to differ materially from those expressed, implied or projected in any forward looking statements.
JORC Code Compliance Statement
Some of the information contained in this announcement is historic data that have not been updated to comply with the 2012 JORC Code. The information referred to in the announcement was prepared and first disclosed under the JORC Code 2004 edition. It has not been updated since to comply with the JORC Code 2012 edition on the basis that the information has not materially changed since it was last reported.
Competent Persons Disclosure
Mr Kelly is an employee of Athena Resources and currently holds securities in the company.
Competent Person Statement
The information included in the report was compiled by Mr Liam Kelly, an employee of Athena Resources Limited. Mr Kelly is a Member of the Australasian Institute of Mining and Metallurgy, and has sufficient relevant experience in the styles of mineralisation and deposit styles under consideration to qualify as a Competent Person as defined in “The Australasian Code for Reporting of Exploration Results, Mineral Resources and Ore Reserves (JORC Code 2012 Edition)”. The historical information included is compliant with the relevant JORC Code, 2004 Edition, and new information announced post that version of the JORC Code is compliant with the JORC Code 2012 Edition. Mr Kelly consents to the inclusion of the information in the document in the context and format in which it appears